Press Brakes, How to Choose the Right Machine | Webster Machinery
Tonnage Required For Air Bending
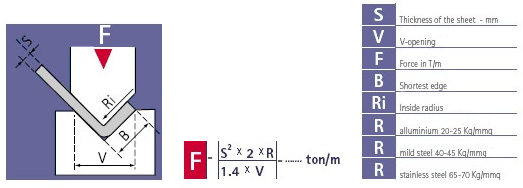
As a guide, to calculate the tonnage required to fold mild steel use 8 tons / mm / m. For example 1.5m of 3mm requires 8 x 3 x 1.5 = 36 tons.
Alternatively you can use the table / calculation
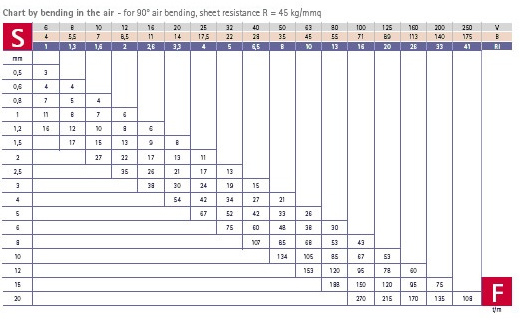
(The tonnage required when using special form tools, coining or over folding and flattening will be considerably higher. Details on request)
Length Capacity
Most press brakes are designed with the side frames inboard of the bending length. This means that although a machine may have a length of 3,100mm, it will only be possible to fold this length to a depth of the side frame throat. This is typically 300mm. To fold further in to the machine will be restricted by the width between the side frames. This is typically 500mm less than the machine length capacity.
Machine Design
Recommended design – Synchronised downstroke -
The upper beam of the machine is powered vertically up and down, with its position constantly monitored / measured by two linear scales. As fitted all post 1980 Safan press brakes, each linear scale (encoder) is mounted on its own side frame and measures position INDEPENDENT of the stress loads being experienced by the machine main frame. This design results in accurate and consistent bend results regardless of the component length, temperature of the hydraulic oil or left / right positioning of the part during folding
Upstroke -
The upper beam of the machine is fixed and the lower beam is powered vertically up and down. There is no benefit to the operator of this design, however it is cheaper to manufacture as the hydraulics can be single acting with a gravity return. All machine stresses directly effect the accuracy of the bend as does the oil temperature and tonnage needed to produce the bend. It is only possible to fold about the centre line of the machine and, as the hydraulics / beam guides are mounted around the lower beam; there are significant restriction around the fold area.
Useful Options
Quick change tooling
With lower batch sizes, an operator can often spend more time changing tooling than producing. Modern quick change top tool systems, be they mechanical or hydraulic can reduce tool set up times significantly and can represent the most cost effective option.
Backgauge
The more CNC controlled backgauge options a machine has, the less time an operator will need to spend setting the machine.
X – backgauge in and out
X 1 – independent movement of one finger in and out. Used for tapered bending
R – up and down movement of the backgauge fingers
Spanning Z – movement of the fingers left and right from the centre
Z1 & Z2 – independent left / right movement of the fingers
Crowning
With the exception of the new Safan E-Brake range, all press brakes apply their bending force through typically two rams. This results in a correct fold at the two pressure points and an under fold everywhere else. To rectify this, the machine may have a fixed crowned table, where the table is machined with a fixed convex curve from left to right. An improvement on this design is the adjustable table, which allows the table curve to be simply adjusted. This can be manual or CNC controlled. As an alternative to this, the machine may have a set of adjustable upper top tool clamps that contain an adjustable wedge to produce the required curve.
(The above detail is intended as a guide only)